پرینتر سه بعدی چیست؟
دستگاه پرینتر سه بعدی Three-Dimensional Printingیا به اختصار 3D Printing در واقع دستگاهی شبیه به دستگاه های سی ان سی است که می تواند یک فایل سه بعدی طراحی شده با استفاده از نرم افزارهای سه بعدی و یا اسکنر سه بعدی را با استفاده از یک متریال، لایه هایی را در سه بعد مختصات با دقت در کنار قرار دهد و به یک شیء فیزیکی قابل لمس تبدیل کند.
نحوه کار پرینتر سه بعدی چگونه است؟
نحوه کار پرینترهای سه بعدی که به نام چاپگر سه بعدی هم شناخته می شود بدین صورت است که فایل سه بعدی بعد از اسلایس شدن و اعمال تنظیمات نحوه پرینت و انتقال آن به دستگاه و بارگذاری مواد مصرفی و یا همان فیلامنت، دستگاه شروع به کار نموده و مدل فیزیکی را بصورت لایه به لایه پرینت نموده و می سازد. یکی از کاربردهای پرینترهای سه بعدی، مدلسازی های اولیه و در پاره ای از موارد ساخت محصول نهایی است.
بطور کلی می توان گفت که مهمترین کاربرد این دستگاه، نمونه سازی اولیه محصول جهت کنترل و ایراد یابی محصول طراحی شده و رفع ایرادهای احتمالی و در نهایت تولید انبوه محصول توسط روشهای تولید دیگر مانند ریخته گری و یا تزریق پلاستیک است.
پرینتر سه بعدی SLS

دستگاه پرینتر سه بعدی SLS از دستگاههایی است که به وسیله ماده اولیه پودری شکل به ساخت قطعه میپردازد، از این رو پودر پایه است. سیستمهای مختلفی در یک دستگاه SLS به همراه یکدیگر کار میکنند تا قطعه ساخته شود. قسمتهای اصلی دستگاه که میبایست در کنار هم کار کنند تا قطعه ساخته شود عبارتند از:
- سیستم اسکن لیزر
- سیستم های حرارتی
- سیستم گردش گاز بی اثر
- سیستم تغذیه پودر
- سیستم پلاتفورم
- واحد کنترل (الکترونیک و نرم افزار)
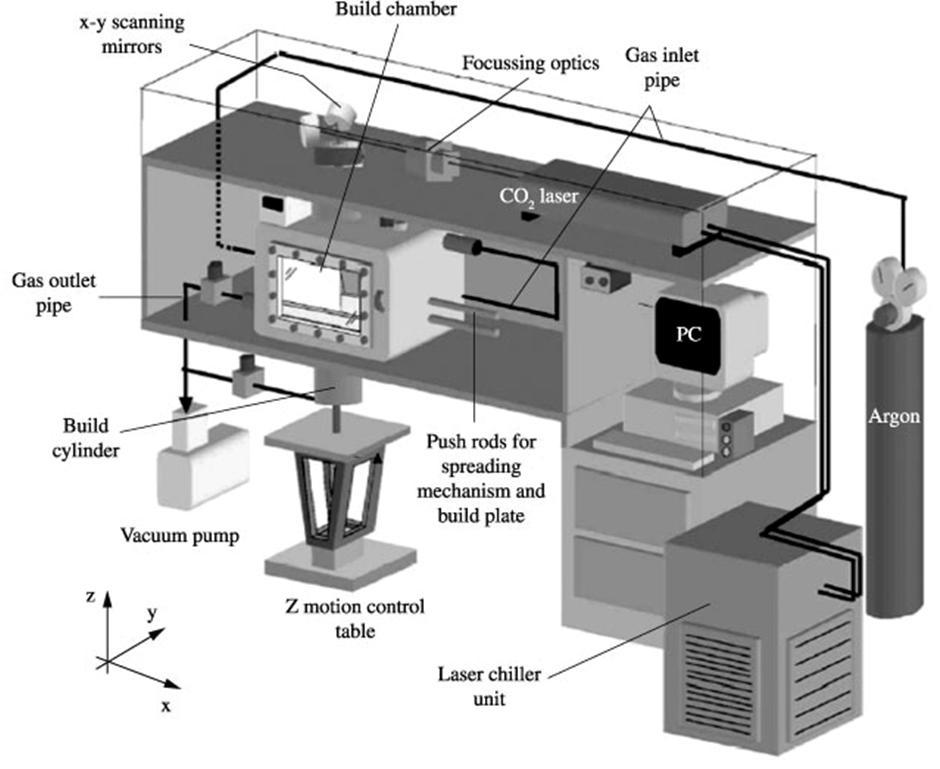
در شکل زیر یک نمای شماتیک از دستگاه پرینتر سه بعدی SLS مشاهده میشود. (البته به صورت دقیق تر اگر بخواهیم بیان کنیم باید بگوییم که شکل نشان داده شده در واقع دستگاه پرینتر سه بعدی SLM را نشان می دهد. SLM مخفف Selective Laser Melting می باشد که تفاوت این دستگاه با دستگاه SLS خیلی ناچیز است و اصطلاحا به دستگاه هایی که با فناوری SLS به تولید قطعات فلزی به صورت مستقیم می پردازند SLM گفته می شود، چرا که در آن ها پودر فلز به صورت کامل ذوب می شود.)
ساخت قطعه در دستگاه SLS به این صورت اتفاق میافتد که در ابتدای کار لازم است تا فایل CAD قطعه مورد نظر به دستگاه شناسانده شود. برای این منظور تا به حال کارهای نرم افزاری زیادی در دنیا انجام شده است. فایل CAD مورد نظر میبایست لایه لایه شود. برای این کار ابتدا فایل CAD در جهت ترجیحی در دستگاه قرار میگیرد و از پایین ترین قسمت قطعه موازی صفحه X-Y صفحاتی از قطعه عبور داده میشود و از محل تقاطع این صفحه با لبههای جسم مورد نظر کانتورهای بستهای به دست میآیند. سپس صفحه دیگری بالاتر از صفحه قبلی به اندازه ضخامت یک لایه با جسم قطع داده میشود و این کار تا جایی پیش میرود که به بالاترین قسمت جسم برسد. در پایان، تعداد زیادی کانتورهای بسته که نشان دهنده اطراف جسم هستند به دست میآیند. در ادامه خواهیم دید که این کانتورها محل عبور لیزر را بر روی سطح پودر مشخص میکنند. مفهوم لایه لایه شدن یک جسم سه بعدی و تبدیل آن به تعدادی کانتور دو بعدی در شکل زیر نشان داده شده است.
پس از به دست آمدن کانتورها به ساخت فیزیکی قطعه پرداخته میشود. در این مرحله، ابتدا یک لایه پودر توسط مکانیزم لایه نشانی بر روی سطح پلاتفورم پخش میشود. ضخامت لایه میتواند متفاوت باشد اما معمولا عددی در حدود ۱۰۰ میکرون است که با کم و زیاد شدن آن، سرعت و دقت دستگاه کم و زیاد میشود. پس از پخش شدن پودر سطح آن توسط گرمکنهای تابشی دستگاه تا دمای مشخصی پیشگرم میشوند. (البته این مخصوص دستگاه های SLS پلیمری است، در فرآیند SLS فلزی این پیشگرم به دلایل فنی مورد نیاز نیست.)
سپس طرح مورد نظر که از کانتورهای دور جسم منشا میگیرند توسط سیستم اسکن لیزر بر روی سطح پودر مارک میشود. توان حرارتی لیزر باعث میشود که ذرات پودر در نقاط مارک شده به یکدیگر جوش بخورند و یک جسم جامد را تشکیل دهند. سپس این سیکل تکرار میشود و دوباره یک لایه دیگر از پودر بر روی لایه قبلی ریخته میشود و این فرآیند تا آخر و ساخت کامل قطعه ادامه پیدا میکند. در مارک کردن لایه بالایی میبایست توان لیزر به میزانی باشد که بتوان لایه فوقانی را به لایه تحتانی هم جوش داد تا پیوستگی قطعه حفظ شود.
مزایای پرینتر سه بعدی SLS
- امکان تولید قطعات کاربردی و عملیاتی
- استحکام و ضربه پذیری بالای قطعات
- پایداری حرارتی و شیمیایی بالا
- زیست سازگاری و کاربرد در تولید گاید ها و مدل های جراحی، پروتز و اورتز و داربست های مهندسی بافت
- قابلیت ماشینکاری و پولیش و رنگ
- سرعت بالای تولید قطعات در تیراژ تولید تا ۵۰۰
-
محدودیت های پرینتر سه بعدی SLS


